- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






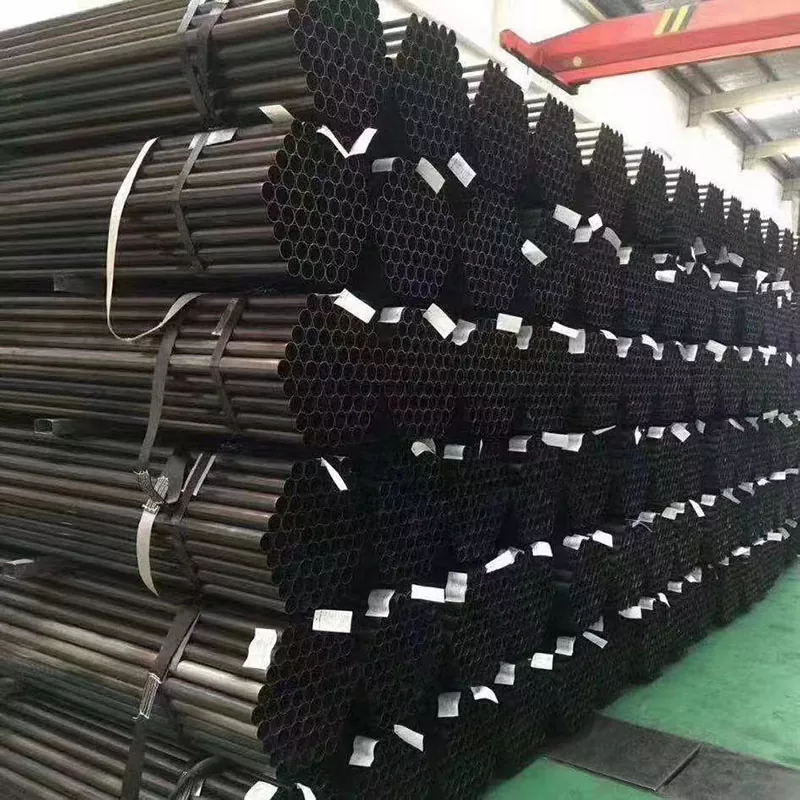
Längssvetsade rör
Longitudinal Welded Pipe som tillverkas av Xinlida-tillverkaren är en stålplåt eller stålremsa valsad, svetsad till en rak linje med svetsteknik (såsom högfrekvenssvetsning eller nedsänkt bågsvetsning) för att bilda en rörformad struktur. Jämfört med sömlösa stålrör är tillverkningsprocessen av raksömsstålrör enkel och kostnaden är låg än det svetsade stålrörets hållfasthet kan vara något lägre än det svetsade stålröret.
Skicka förfrågan
Produktbeskrivning
Tillverkningsprocessen för longitudinellt svetsad rör följer kärnprocessen av "råmaterialförbehandling-formning-svetsning-finishing", och varje steg kretsar kring precision och styrkakontroll. Metoden omfattar följande steg: för det första att förbereda råmaterial, välja ett varmvalsat stålband eller en rullplåt som ett stålbasmaterial för att skära diametern till ett remsmaterial, skära av ett stålband, skära av ett stålband, maskin, och utför sedan utjämnings- och avrostningsbehandling för att avlägsna ytoxidskal och föroreningar för att undvika att svetskvaliteten påverkas; och sedan gå in i ett formningsskede, där stålbandet gradvis böjs till ett öppet runt rörämne (eller kvadratiskt eller rektangulärt rörämne) genom en kontinuerlig valsformningsmaskin, för att säkerställa att kanterna på rörämnet är inriktade och krökningen är enhetlig, och lägga en grund för efterföljande svetsning.


Efter formningen kommer rörämnet omedelbart in i svetslänken, och huvudströmmen antar högfrekvent induktionssvetsning eller bågsvetsning: högfrekvenssvetsning använder elektromagnetisk induktion för att snabbt värma upp kanten av rörämnet till ett smält tillstånd, och sedan avslutas svetsningen genom att trycka på extruderingsvalsen, och basmetallens styrka är nära svetsmetallen; bågsvetsning är lämplig för tjockväggiga rör, och anslutningen åstadkoms genom att fylla den smälta poolen med en elektrod eller en svetstråd. Efter svetsning ska svetsinspektion (såsom ultraljud och röntgeninspektion) utföras för att eliminera defekter såsom porer och sprickor, kalibrera rördiametern genom att dimensionera maskinen, räta ut ändarna och räta ut den till fast yta och räta ut ändan genom att räta ut maskinen. bearbetning och korrosionsskyddsbehandling (såsom galvanisering och målning) för att slutligen bilda kvalificerade raksvetsade rörprodukter.


Hot Tags: Kina längssvetsade rör
Relaterad kategori
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.





